Tungsten contacts
Many BTM ‘A’ type relays were specified with tungsten tipped contacts. These were specified as Make Before Break and were used in the 26 Stop and Cancel relays and three other places. Fortunately, we were able to track down original drawings of these contacts but had no examples. Four contacts per relay were required so we had to make over 100 in three different lengths. These then had to be riveted onto flat spring leaves.
Continued below
Obviously, these contacts are very small with the Tungsten tip specified as 0.100″ diameter and 0.030″ thick. In fact, a small disc that had to be welded onto a steel support. We needed advice on how to do this and fortunately, a member of staff at The (national) Welding Institute, now just known as TWI was able to put us on the right track.
First the discs. It turned out that TIG welding rods made of Tungsten were just the correct diameter. It was not an easy task to cut such hard but small items into discs but with patience and a diamond cutting disc this was achieved.
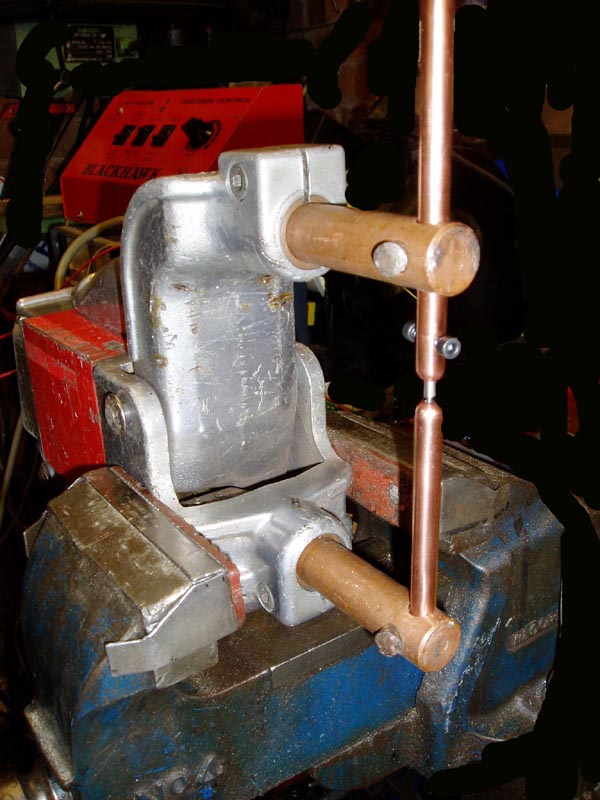
TWI had advised us on a variety of methods of welding these discs onto steel supports but the favoured method was electric welding. Then we had an inspiration. This size and type of welding is much like car body spot welding so why not try this? We made up two copper electrodes and fitted these to a borrowed welder as in the image above. The lower one had a recess to hold the tungsten disc and the upper steel support turned down at one end to the correct diameter. This was held in place in the hollow electrode by a screw and it worked. The current and duration were adjusted to give the optimum weld size. But there was still a problem. The joint and the working end had to be ground to shape.
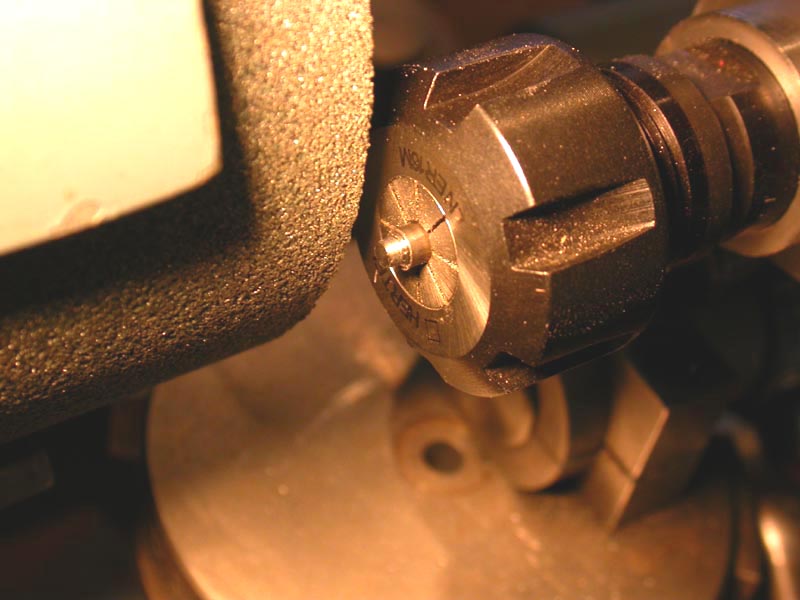
The image above shows a contact assembly being ground on a Quorn grinder. The rest was fairly straight forward. The assembly was then mounted in a conventional lathe parted off to one of the three lengths and the end stepped down ready for riveting into the spring leaf.